The best way to improve your existing plant


Revamping can be:
Complete
Including the re-engineering of entire mechanical, electrical and hydraulic parts.
Partial
Just to replace some main parts such as: main cylinder, die platen, container housing, tie rods and other mechanical parts.
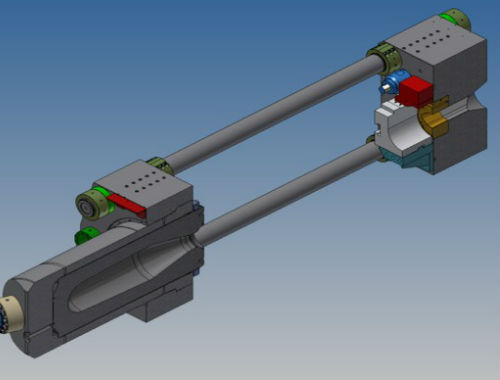
Increase of the extrusion force from 65 MN TO 80,7 MN
New Main Components:
- New Main Cylinder (complete of the necessary main bushes, gland ring, seal, etc...);
- New Main Ram (Ø 1750 mm);
- New Tie Rods with nr. 8 + 8 nuts;
- New Side Shoulders for existing Container Housing;
- N° 2 new Pre ll Valves;
- New Pressure Pad;
- New blocking system for the die stack.
Note: All the new main components were accurately virified by FEM/FEA calculations/analyses (According to DNV procedure/normative).

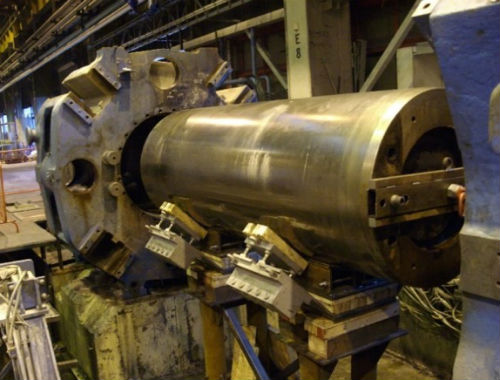
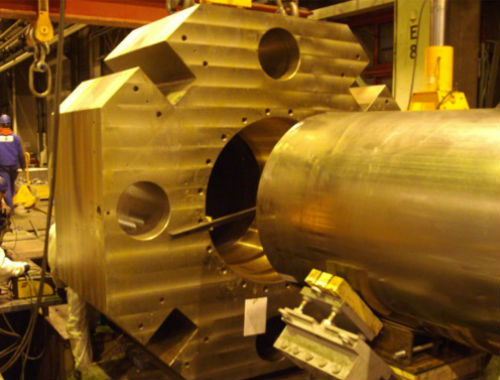
Press 35,5 MN
Replacement of a cracked Main Cylinder made in casting steel.
Our Study:
New main cylinder made in forged steel quality ASTM A105 normalised and composed by three parts: main platen, cylinder body and back end cylinder, welded together at full penetration, normalized and checked with U.S. and magnaflux inspection.
The new main cylinder was built 100% compatible to the old one.
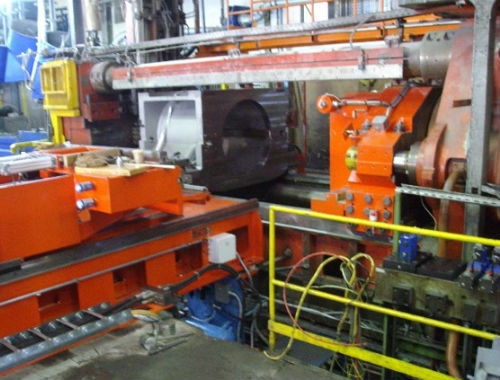
Press 22 MN
- Conventional press 8” x 950 mm
- DCT 22 sec (including Burp)
Our Study:
Modification of the cycle press from Conventional to Back or Front Loading.
Main Advantages:
- Increase of the max length of the billet (8’’ x 1200 mm);
- Reduction of the DCT (17,5 sec including Burp);
- Increase of the productivity of the press;
- Replacement of the existing inclined lower guides with new special flat lower guides, in order to improve the alignments of the container housing/moving crosshead.

After revamping (new groups/components):
- New Container Housing;
- New Moving Crosshead;
- New Billet Loader shuttle type;
- New Flat Lower guides;
- New Container shifting cylinders and Side Cylinders (due to the increase of the length of the billet);
- New Electrical/Hydraulic components (to manage the new groups).
Press conventional cycle 30 MN (10'' x 1000 mm)
Situation of the press before the revamping:
- High energy costs;
- Long DCT (26 sec including Burp);
- No spare parts due to obsolete-old main pumps and manifols/valves;
- A lot of maintenance activities due to obsolete-old components;
- Low performances and low reliability of the press.
Our Study:
- New Main Pumps (PE. E.S.S.);
- New main tank;
- New Prefil-valve;
- New manifolds/valves;
- New piping (high/low pressure);
- New electrical power cabinet;
- New PLC/Software.


Main Advantages thanks to the new Hydraulic system:
- Reduction of about 7 sec of DCT (19,6 sec Burp included);
- Increase of the productivity;
- Reduction of energy costs (energy saved of about 26%);
- Improvement of the reliability;
- Less maintenance activities;
- Less spare parts of the main components.